Add your feed to SetSticker.com! Promote your sites and attract more customers. It costs only 100 EUROS per YEAR.
Pleasant surprises on every page! Discover new articles, displayed randomly throughout the site. Interesting content, always a click away
1st Machine Tool Accessories Ltd
Workholding SpecialistsWORKHOLDING UPGRADE DOUBLES PRODUCTIVITY 13 Jun 2024, 11:00 am
WORKHOLDING UPGRADE DOUBLES PRODUCTIVITY
At the Elland, West Yorkshire factory of Archway Engineering (www.archway-engineering.com), which manufactures drilling equipment for site investigation, mineral exploration, water well construction and environmental monitoring, a Leadwell V-50L 3-axis VMC (vertical machining centre) performs some of the more arduous machining operations on the shop floor. Remarkably, the productivity of parts going through this machine has been doubled simply by changing the way workpieces are clamped.
The transformation has been achieved by the purchase in September 2023 of three US-made Chick OneLOKs from sole UK agent 1st Machine Tool Accessories, Salisbury (www.1mta.com). One of the units remains permanently at one end of the machine’s 1,420 x 610 mm table, where it has been clocked into a known position to within 10 µm across the 152 mm face of the clamp’s fixed hard jaw. The other two OneLOKs may be removed to make room to mount a 4th axis indexer, but they are quick to set up again relative to the permanently-positioned clamp by means of a parallel bar.

During frequent small-batch runs, it is a simple matter to secure three parts side by side, write a sub-program to machine the workpiece in the permanent OneLOK, probe the position of the parts in the other two clamps, repeat the sub-program twice at the appropriate offsets, and run the complete cycle in one go.
This process differs markedly from previous practices involving either bulkier conventional vices, only two of which would fit on the table, or a lathe chuck for holding round parts, an arrangement so large that just one could be accommodated in the working area. The positions of all these former workholding setups were slow and laborious to establish accurately and in practice each machining cycle was executed individually.

Another advantage of the Chick product is that it has a time-saving ratchet mechanism to allow the operator to adjust the position of the rear, moveable jaw in one swift action so that it almost touches the workpiece. A few turns of a handle move the jaw in the same direction over the last few millimetres to complete the clamping action quickly, contributing further to short setup times. The mechanism’s novel squeeze clamping action with pull-down as the jaws close applies an equal and opposite force on both sides, resulting in repeatability to within 20 microns.

A practical example of the time savings is in the production of a so-called TC shoe for a drilling machine, produced from an S355 hot-finish steel tube weighing 50 kg. Setting up three billets in machined aluminium jaws side-by-side in the OneLOK takes 1.5 hours, compared with a total of four hours previously needed to clamp the parts individually one after the other in the lathe chuck on the VMC table.
Furthermore, clamping forces were lower using this workholding equipment, as well as when employing conventional vices, compared with up to 26.7 kN of retaining force exerted by a OneLOK. Therefore feed rates previously needed to be slower, lengthening cycle times. The versatility of the new units to hold prismatic parts in hard steel jaws, or round parts in soft aluminium jaws machined to match the shape of the component being secured, sets the Chick product apart from conventional vices and underpins the elevated gripping pressure.
Danielle Toner, production manager at Archway Engineering commented, “Most of our production involves one-offs or small batches, with individual cycles generally running for several hours. Being able to clamp parts of any shape so firmly in the OneLOK allows us to mill much more aggressively using high-feed inserted end mills and solid carbide drills. In one instance, an EN8 steel drive unit end plate that previously took six hours to machine is completed in one hour.”
She explained that it is now possible to feed at 7 m/min a 32 mm diameter end mill rotating at 1,200 rpm, whereas the previous maximum feed rate was 2 to 3 m/min. At the same time, higher quality tools may be employed and depth of cut has increased from 0.3 to1.0 millimetre. Additionally, because parts are held more rigidly and the OneLOK is of low-profile design, there is less vibration so tools last longer and the machined finish is better. It helps particularly with production of the TC shoe as well as phosphor bronze sliding plates, both of which require features with a near-polished surface.
Mrs Toner concluded, “The quicker setup times using the Chick OneLOKs and the faster machining cycles that their secure clamping allows means that a typical short batch of parts can be produced on the Leadwell in two days, compared with up to one week previously.
“I estimate that productivity across the parts produced on this VMC has increased by 100% and probably more. The machine operator is also more productive, as he has extra free time and can plan his work around the factory more effectively.
“Overall, our investment in Chick workholding has been a fantastic success and the advice and service provided by 1st Machine Tool Accessories have been first class.”
The post WORKHOLDING UPGRADE DOUBLES PRODUCTIVITY appeared first on 1st Machine Tool Accessories Ltd.
Darex Drill sharpener pays for itself in five months 12 Jun 2024, 3:33 pm
Darex Drill sharpener pays for itself in five months
Anyone who has spoken with Danielle Toner, production manager of site drilling equipment manufacturer Archway Engineering (www.archway-engineering.com),
About the company’s use of a drill sharpener would wonder why every factory does not use one.
When the savings are understood, and bearing in mind that drilling is the most common machining process, the investment becomes compelling.
A US-made Darex XT-3000 for repeatedly regrinding carbide and high-speed steel (HSS) drill bits to as-new condition was delivered by sole UK sales agent 1st Machine Tool Accessories
(www.1mta.com) to Archway Engineering’s Elland factory in July 2023. By November last year it had already paid for itself,
As Mrs Toner had not purchased a single new carbide drill in all that time to replace broken or damaged bits. The saving was between £700 and £1,500 per month, according to the work going through the factory.
Mrs Toner said, “We did not previously send drills out for resharpening, so worn bits were discarded. The cost was significant, especially in the case of solid carbide drills.
“One component we regularly machine involves using a 160 mm long, single-flute carbide drill and we previously needed four of them to complete the part.
If we ran out of the bits, we couldn’t finish the job until the next drill delivery, which delayed assembly of our products.
“Now we simply resharpen a bit four times and we are certain that the component will be finished on time.
New carbide drills cost around £165 each, so the saving is considerable and contributes to lowering the cost of production.”
This example is by no means exceptional. Another job requires three new carbide drills to make two parts. In a different process, an HSS taper-shank twist drill is put through 30 mm thick EN19 high-tensile steel. A so-called TC shoe made from S355 hot finish, stainless steel tube is drilled in up to 16 places using a split-point, single-flute carbide drill that has to be repeatedly resharpened before the component comes off completely machined.
Mrs Toner explained that some bits can be resharpened a dozen times or more, depending on their length, with no loss of tip quality. It takes about one minute to sharpen the point, or maybe a little longer if it is necessary to grind past a chip on a cutting-edge. It happens quite often due to the toughness of the materials being machined, and also because of a frequent need to drill cross holes at various angles into the wall of tubular components. This has a tendency to damage the cutting edges of a drill as it breaks through.
HSS jobber drills from the assembly department are also regularly sharpened, which Mrs Toner describes as “a massive saving”. It requires the 220-grit diamond wheel used for sharpening carbide drills to be exchanged for a 180-grit CBN grinding wheel. The process that takes about five minutes, so batches of around 20 HSS bits are set aside and resharpened at the same time.
1st MTA demonstrated the XT-3000 in the Elland factory before Archway Engineering purchased the unit, together with an attachment to enable bits up to 30 mm diameter to be sharpened. Left- as well as right-hand drills can be processed, and attachments are available for sharpening step drills, countersink and spot drills, and others with a 90-degree point. Standard sizes of carbide drill used regularly by the site drilling machine manufacturer are 8, 10, 12 and 14 mm diameter and up to six times diameter in length, although bits from 3 to 21 mm diameter can be accommodated by the Darex machine in normal use.
It resharpens bits in a three-step process. A drill is placed in a finger chuck and the length of protrusion is set at an alignment station. Carbide fingers enter the flute to fix the rotational orientation and the drill is tightened in that position by rotating the chuck clockwise. The grind motor is then started and, at a second station, the drill is sharpened on both sides while clamped in the same chuck. In an optional last operation, the chuck holding the sharpened drill is presented to a third station for point splitting to shorten the chisel line and lessen the force required for drilling components.
6 mm diameter HSS twist drill in a finger chuck for alignment in the Darex XT-3000 at Archway Engineering’s Elland factory.

Once the length of protrusion is set at the alignment station, carbide fingers determine the rotational orientation of the drill, after which it is clamped in position in the chuck.

Grinding of the drill takes place at the second station, with the operator manually oscillating the drill tip from side to side as it is fed forward. This process is automated if a Darex XT-3000iA is purchased.

In an optional third operation the drill undergoes point splitting, whereby the central web is ground away on either side. It minimises the non-cutting part of the drill profile and lessens the down force required when machining.

Larger drills up to 30 mm in diameter may be similarly sharpened using an extra attachment. In this case, a 22 mm diameter twist drill is about to be reground.

Regrinding of the 22 mm drill taking place at the second station of the Darex XT-3000.
In conclusion, Mrs Toner observed, “The savings that the Darex XT-3000 brings makes it an obvious investment, once you realise the benefits. We just wish we had done it much earlier.
“The sharpener paid for itself in less than half a year, after which the ongoing monthly savings are continuing to add to the profit margin on all jobs that require drilling operations, which is most of them.
“The sales arguments that 1st MTA make are difficult to ignore. We also purchase Chick workholding products from them, which have doubled productivity on one of our machining centres, and the supplier has also provided us with a new chuck for one of our lathes.”
Get in touch today To arrange an onsite demo from one of our experts
The post Darex Drill sharpener pays for itself in five months appeared first on 1st Machine Tool Accessories Ltd.
1st MTA gains sales agency for Slovenian zero-point clamping systems 5 Feb 2024, 3:54 pm
1st MTA gains sales agency for Slovenian zero-point clamping systems
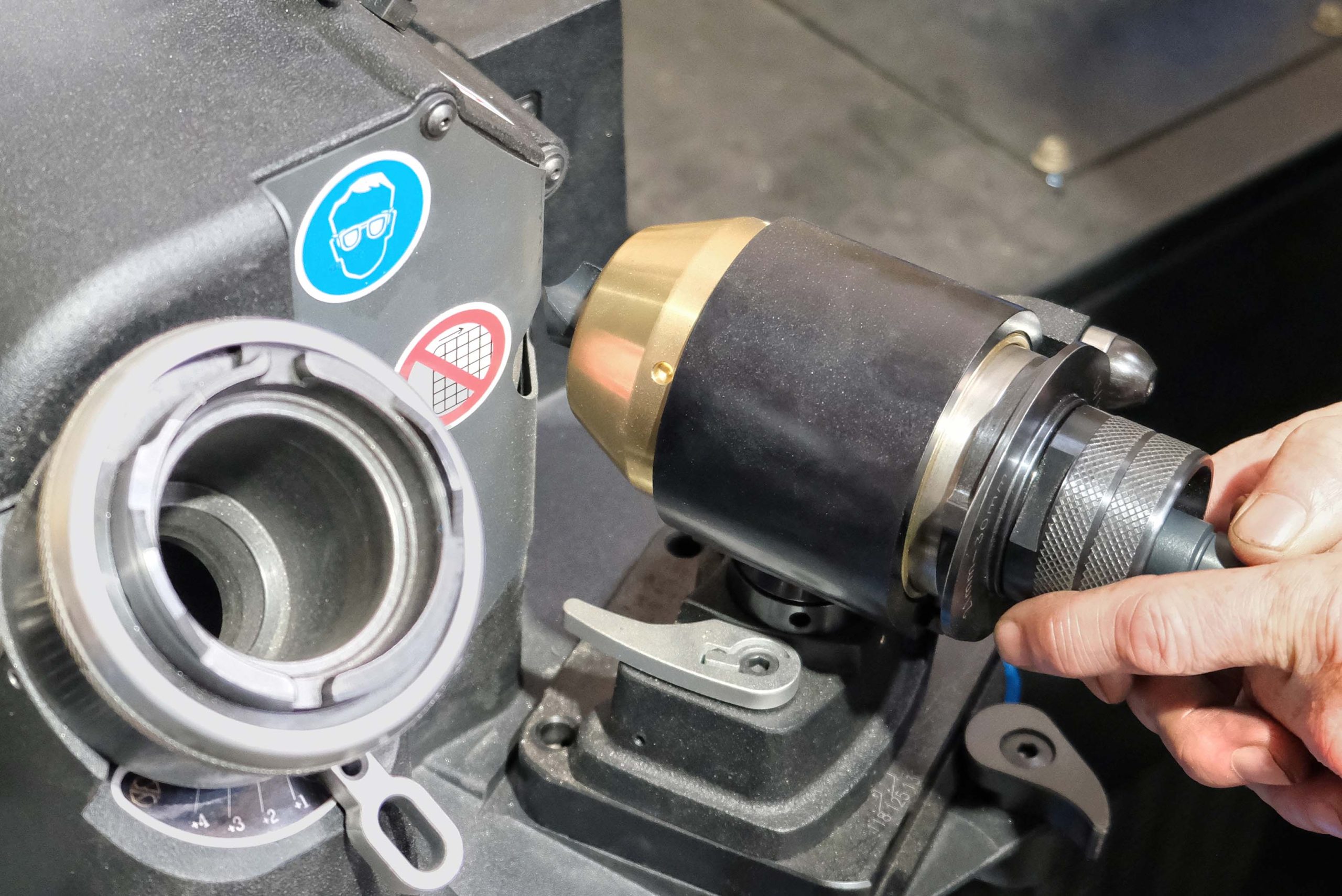
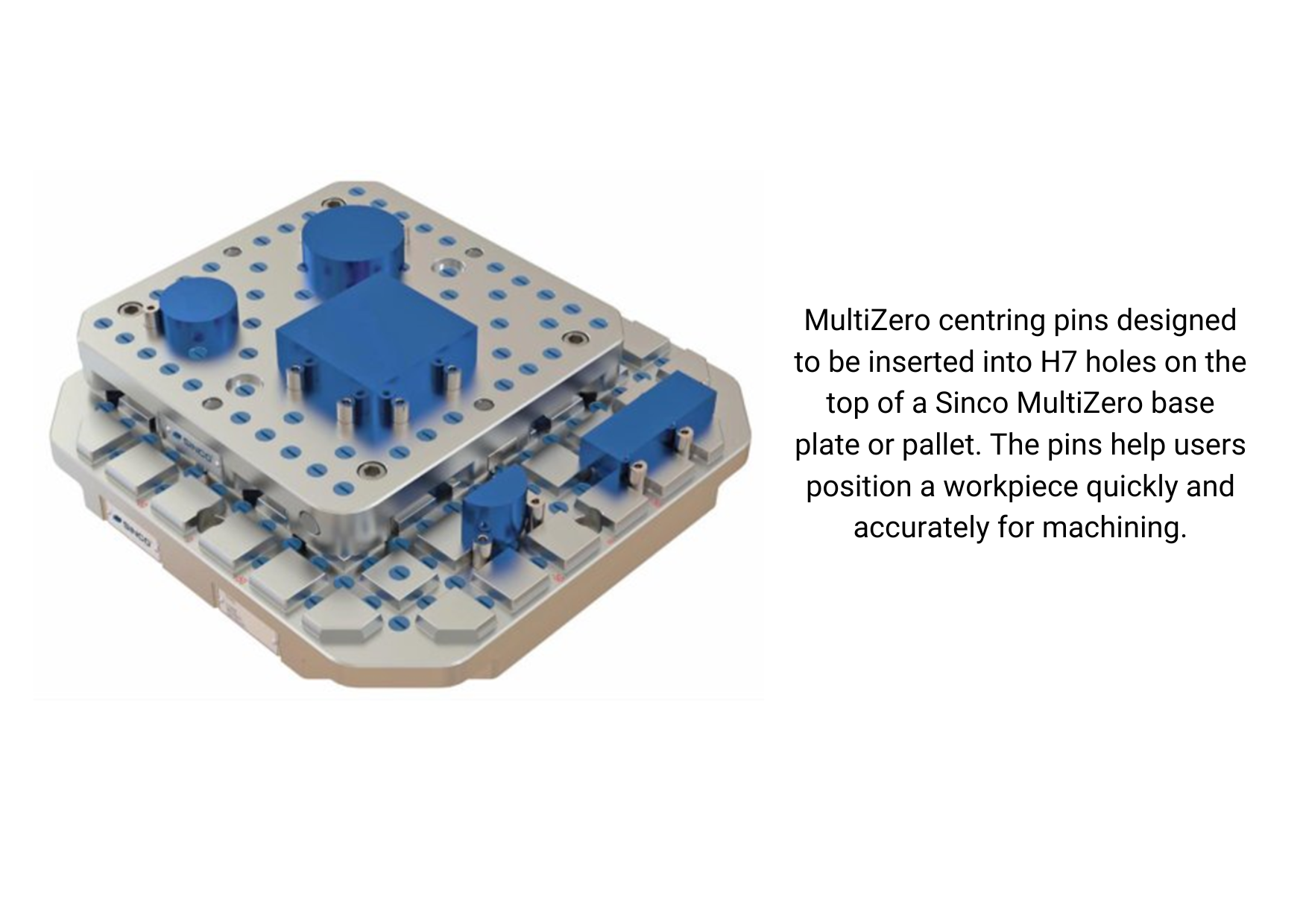
With immediate effect, 1st Machine Tool Accessories. Has been appointed sole sales agent in the UK and Ireland for the modular range of zero-point workholding products manufactured by Slovenian firm, Sinco. The versatile MultiZero is said to be the most capable on the market, as it incorporates more zero points than any other – up to 273 in a single solution.
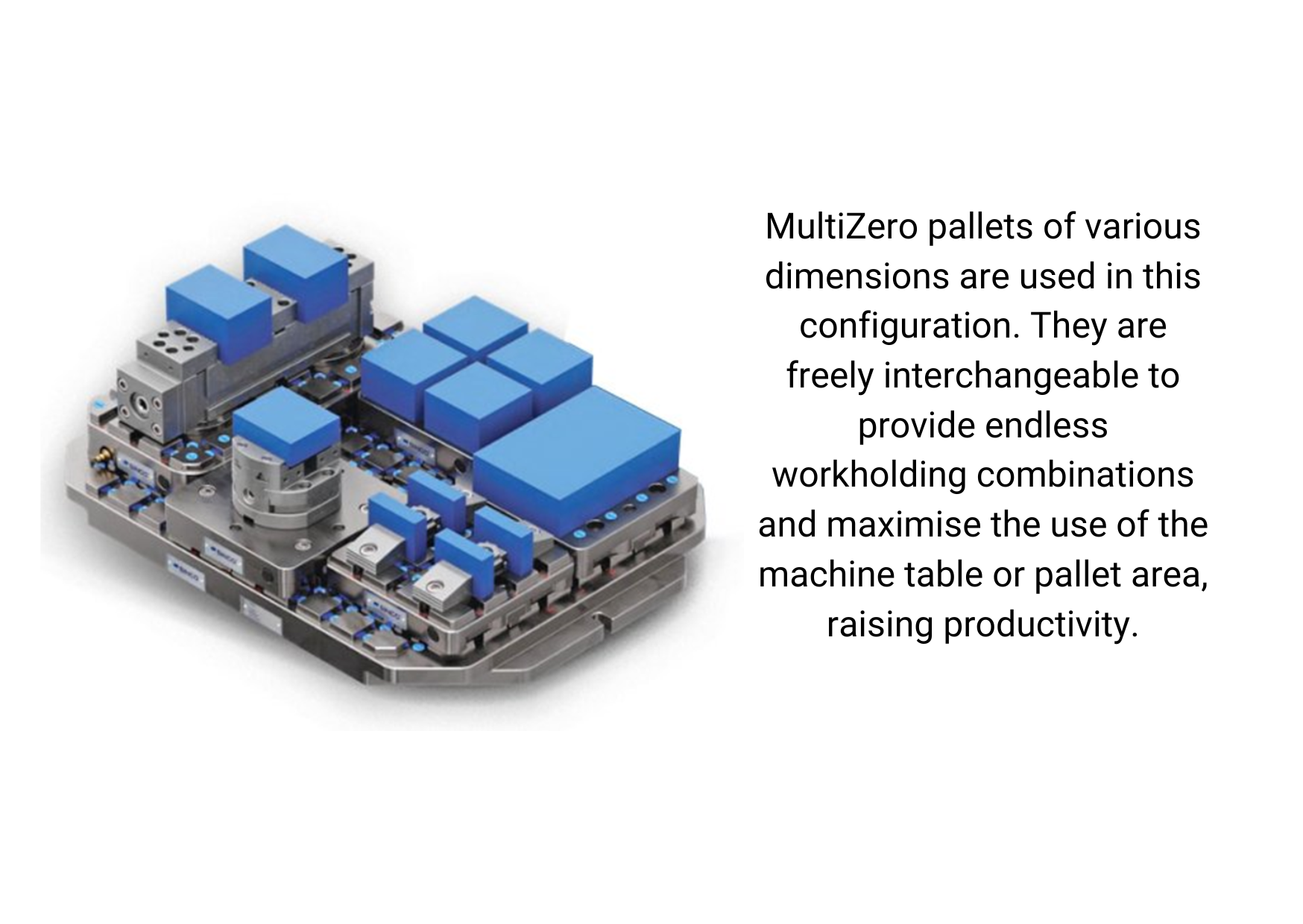
Established for more than 40 years ago, Sinco manufactures in excess of 250 standard MultiZero modules comprising base plates, pallets and fixtures. The product family offers five different pallet types for manual or automatic clamping of parts on a machining centre, die-sink or wire-erosion EDM machine, measuring machine or assembly station. Sinco also produces fixturing arrangements to suit users’ bespoke workholding requirements.
The use of multiple pallets for off-machine workpiece clamping speeds set-ups to within seconds and maximises machining uptime, while ensuring excellent accuracy of positioning to within 5 µm for stable, repeatable production. Moreover, the absence of unnecessary vice jaws exposes the maximum surface of the workpiece, reducing the number of set-ups and operations needed for completing machining or inspection.
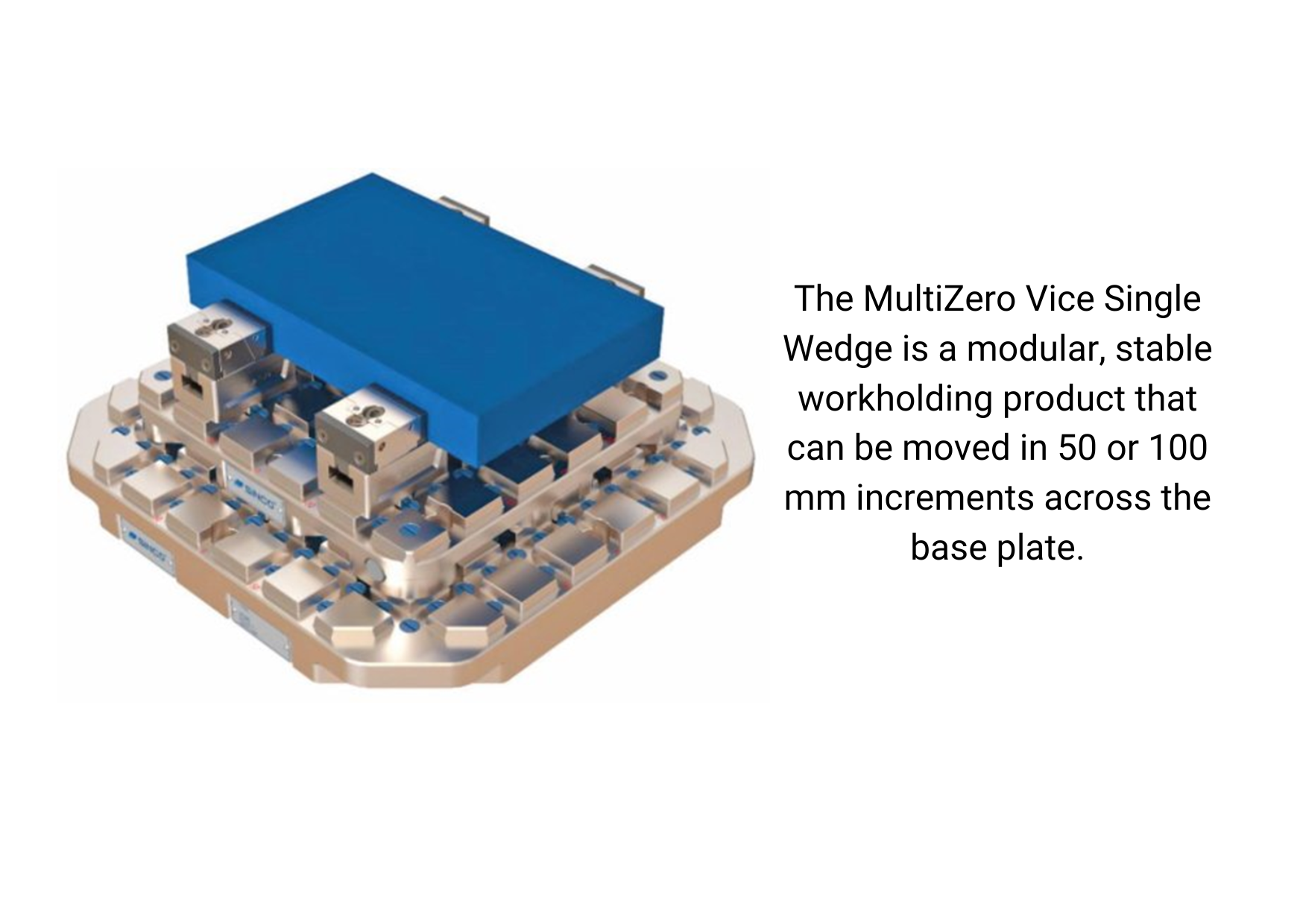
Zero-point positioning is achieved by virtue of centring elements on the underside of the pallets and clamping fixtures that precisely match an array of conical zero-point locations at 50 or 100 mm centres across the entire surface of the base plates and pallets. Each mechanical element is secured with an M12 screw having 65 kN of holding power, while pneumatic modules are rated at 55 kN. Pallets are held to the base plate with a force of 260 kN, making the whole configuration extremely rigid.
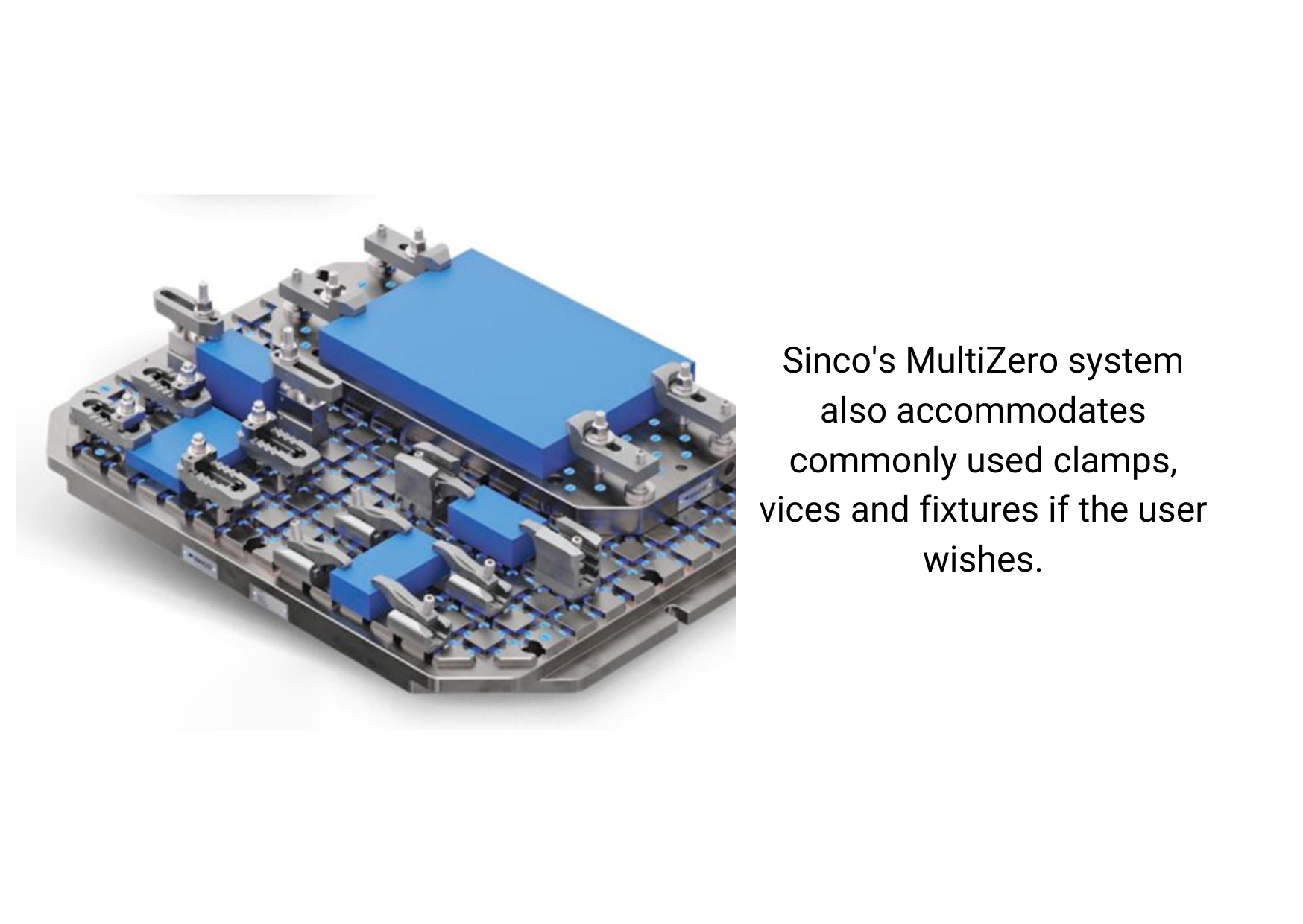
Sinco offers various accessories to help the user hold the most complex workpieces, from standard clamping elements to flexible vice systems. Countless workholding permutations can be created simply and quickly; and by utilising the whole machine table rather than the two, four or six zero-point positions of conventional systems, machine capacity is maximised.
If MultiZero slot rails are mounted on the underside of existing fixtures on a shop floor, such legacy equipment is compatible with the system, avoiding unnecessary waste and expenditure. Various add-ons are available for 5-axis machining or multiple electrode EDM, for example. Pallets can be supplied fitted with an RFID chip to allow their integration into an Industry 4.0 factory environment, enabling automation, digitalisation, automatic data capture and scheduling of production.
The post 1st MTA gains sales agency for Slovenian zero-point clamping systems appeared first on 1st Machine Tool Accessories Ltd.
Versatile workholding ensures high productivity and accuracy at automation equipment manufacturer 1 Feb 2024, 8:00 am
Versatile workholding ensures high productivity and accuracy at automation equipment manufacturer
Situated in Shipley, West Yorkshire, TecnAir designs and manufactures an extensive variety of pneumatic cylinders, valve assemblies, linear drives, handling equipment, controls and other products. They are used for the assembly of standard and special automation solutions requested by customers around the world, predominantly in the transport, automotive, railway, marine, off-shore, and semiconductor sectors.
What characterises this manufacturing activity above all else is the large amount of metalcutting involved to machine the component parts, as well as the extreme accuracy to which they must be machined. To this end, since the early 2000s the manufacturer has entrusted component clamping on its machining centres to Chick workholding products, manufactured in the US and supplied through sole UK agent 1st Machine Tool Accessories, Salisbury.
Steve Watson, CNC Operations Manager at TecnAir advised, “The accuracy of the sliding surfaces is critical on many of our components, so tolerances down to single-figure microns must to be held to ensure they are able to perform many millions of cycles faultlessly.
“Similarly, the finish on ground, polished or roller burnished sealing faces has to be very high, so the flatness and roughness of milled surfaces needs to be excellent to allow the low Ra values to be achieved as quickly as possible.
“Fixturing is crucial, as any movement or vibration cannot be tolerated. Chick products have underpinned the required level of accuracy in our factory for the past couple of decades and continue to do so.
“Not only is rigid workholding ensured, which incidentally also prolongs tool life, but a high level of interchangeability of the various Chick clamping units also helps to minimise investment in the equipment.”
Monthly quantities are machined in batches of from 200 to 2,000 for TecnAir’s own products, which account for 80% of turnover. Many thousands of component variants are involved, which are manufactured over a double shift pattern, five days a week plus at weekends if necessary. The remainder of throughput is subcontract design and production of parts for other companies, which involves machining anything from one-offs to a couple of hundred parts.
Supporting the prismatic machining operations on the shop floor are 15 Chick QwikLOK units, which are used on five vertical machining centres (VMCs), three from Haas and two from Yamazaki Mazak. Six of the units are dedicated to pendulum machining of relatively short pneumatic cylinder bodies from aluminium extrusion in three operations – rear end cap machining, front end cap machining, and inlet and outlet port machining – on a Mazak VTC-530. The resulting high-density workholding has the effect of maximising the use of the available machining area and reducing the overall number of tool changes needed for machining the components.
In addition, there are 11 MultiLOK towers deployed across three twin-pallet, 4-axis, horizontal machining centres (HMCs). They are a stand-alone Doosan HC400 and two Mazak HCN-4000s linked by a Palletech automated storage and retrieval system for 16 machine pallets. Materials processed are mainly aluminium and stainless steel, plus some brass, with castings accounting for 30% of throughput while the remainder is produced from either billet or extrusion.
The QwikLOKs use three jaws to secure two workpieces simultaneously against fixed central jaw by turning a single handle, in contrast to a traditional vice that is only able to clamp a single part. Opposing forces are cancelled and a reliable reference point is provided for machining. The Chick jaws create a pull-down action when they close, ensuring rigid workholding.
On every face of each four-sided MultiLOK tower, according to the size of component to be fixtured there is either a single-station or a dual-station jaw set, both of which employ Chick’s proprietary QwikChange snap on/snap off interface. Round and diamond pins in two bushed locating holes provide high clamping repeatability, leading to consistency of machining from one batch to the next.
Ideally, for maximum productivity and extended periods of unattended machining, components are set up on all four faces of a Multi-Lok. However, there are occasions when only two or three faces are employed, such as if components are longer than the tower width and overhang one or both sides.
Alternatively, instead of a jaw set, an aluminium faceplate can be snapped in seconds onto the QwikChange interface on any side of the towers. Repeatability of location is to within microns, providing what is essentially a zero-point pallet exchange system. The faceplate is pre-machined and may incorporate other workholding devices to configure bespoke fixturing arrangements for securing awkwardly shaped and/or multiple components quickly in a single set-up.
The decision to invest in a faceplate depends on the number of components to be produced and the frequency with which batches repeat. At TecnAir, a couple of dozen machined faceplates are stored for suitable jobs. An additional advantage of this approach is that workpieces can be fixtured offline, away from the machine tool, maximising its spindle uptime.
It is similarly possible to put a faceplate onto a QwikLOK on a VMC, if an application warrants it. Moreover, based on similar considerations regarding quantities of components involved and frequency of production, bespoke machined soft jaws can be held for use on the QwikLOKs to hold securely workpieces of difficult shape, often in multiples, such as round components that would tend to spin in a normal hard jaw set.

Steve Watson, CNC Operations Manager at TecnAir, removing pneumatic cylinder bodies machined on a Doosan HC400 from aluminium extrusion held in a Chick MultiLOK tower, one of 11 supplied to the factory by 1st MTA.

The pneumatic cylinder bodies are fixtured on two faces of the MultiLOK only, as they overhang both ends of the jaws.

Bespoke machined faceplates, which can replace standard jaw sets on the MultiLOK towers, hold multiple smaller workpieces efficiently for machining. There are a couple of dozen faceplates in use at TecnAir.

Multiple stainless steel gas manifold blocks secured for machining on a faceplate mounted on a Chick MultiLOK tower. The photograph was taken on the work-set station of the Palletech Manufacturing Cell.

Sometimes all four sides of a Chick MultiLOK are populated with either a dual station jaw set or a faceplate.

A MultiLOK on a pallet in the machining area of one of the Mazak HNC-4000 HMCs.

A pair of two-jaw QwikLOKs set up side by side for securing one large aluminium billet for machining on a Haas VF6 VMC.

Close-up of the two QwikLOKs clamping the aluminium billet.

Six of the QwikLOKs in use on the Mazak VTC-530 machining centre, which is configured for pendulum machining with three clamping stations at either side.

Relatively short pneumatic cylinder bodies are produced on the Mazak VTC-530 from aluminium extrusion in three operations – rear end cap machining, front end cap machining, and inlet and outlet port machining.

More TecnAir products after machining with the help of the MultiLOKs.
A bespoke TecnAir manifold block assembled from component parts manufactured in the factory.
Get in touch today to discuss our fantastic workholding soultions
The post Versatile workholding ensures high productivity and accuracy at automation equipment manufacturer appeared first on 1st Machine Tool Accessories Ltd.
The Benefits of Magnetic Workholding 1 Dec 2022, 2:36 pm
What do you prioritise when it comes to machine workholding?
- Clamping speed?
- Holding power?
- Price?
- Low vibration?
- Availability?
- Ease of comprehension and use?
- Simple servicing and maintenance?
For many, traditional manual clamps are a cost-effective and entirely suitable solution for their workholding needs. They’re cheap, mostly effective and simple to understand.
But, have you considered the benefits of magnetic workholding?
In this blog, we’re going to outline the advantages magnetic workholding offers manufacturers and machinists compared to traditional methods.
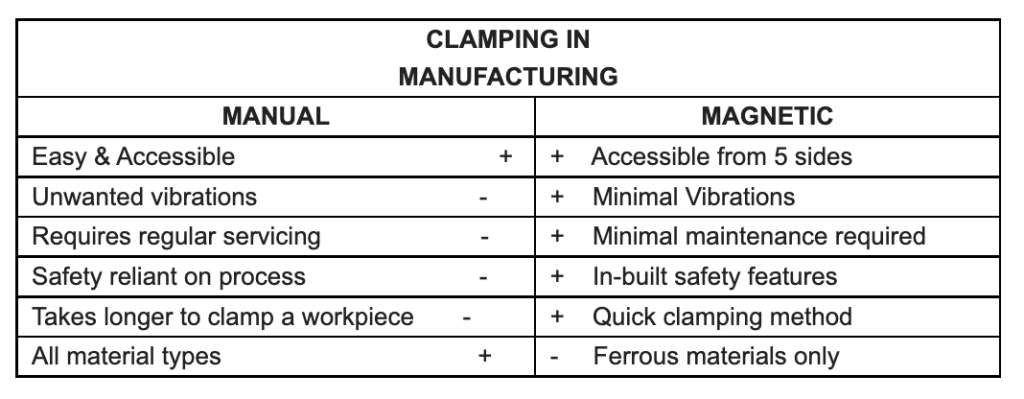
How do manual and magnetic clamping compare?
A quick comparison of manual and magnetic clamping shows that magnetic clamping eliminates the pitfalls associated with manual clamping, but the initial time and money investment is higher.
The benefits of magnetic workholding
Faster
Magnetic workholding is often faster than other clamping technologies.
As long as the magnetic clamps are installed on the machine, it’s quick and easy to change between different-sized workpieces. There’s no need to move clamps.
“A key advantage is not having much to set up.” – Clive Leonard, 1st MTA
This reduces downtime, increases throughput and boosts profitability in the long run. Initial investments for magnetic workholding are often paid off very quickly.
Prevents unwanted vibrations
With magnetic workholding, clamping force is applied consistently across the entire surface of the component, which means massive reductions in vibration.
Chatter reductions, simplified programming and five-sided access to a component mean faster and more accurate machining.
Overall cost reductions
Because there are no moving parts, threads or oil, magnetic workholding kits need minimal to no maintenance. They’re also incredibly energy efficient.
Both of these factors help make up for the potential higher initial investment costs associated with magnetic workholding.
Magnetic workholding is also great for future-proofing, especially in regards to automation and unmanned running.
Consistent clamping force
Because magnets offer full surface clamping (reducing deformation) and are either on or off, they offer safe and secure clamping force. By comparison, mechanical vices, even if maintained impeccably are reliant on operator experience and have no built-in safety feature.
If you’re looking for a consistent and easily adjustable grip force, check out our range of Walmag Electromagnets.
Where components are small, thin or fragile, magnetic workholding might actually be superior to traditional clamps. The lack of clamps and easily adjustable clamping force prevent potential damage to components.
Flexibility
Walmag Permanent Magnets, for example, are lever operated, easy to operate and easy to remove/move to another machine.
Plus, because any ferromagnetic component can be used with magnetic workholding, size and shape are less of a factor. This provides flexibility to machinists and engineers, allowing them to work with a huge range of workpieces without frequent setup changes.
Key takeaway
If you’re willing to invest the time in understanding them and the initial investment costs, magnetic workholding offers a huge range of benefits to a variety of machining applications.
Get in touch today to discuss our fantastic magnetic workholding options with one of our experts.
The post The Benefits of Magnetic Workholding appeared first on 1st Machine Tool Accessories Ltd.
How the Chick System 5 provides flexible and versatile workholding 1 Dec 2022, 2:20 pm
Do you look for workholding solutions that work harder and faster with less effort?
Does reducing downtime and maximising productivity remain at the forefront of your priorities?
The Chick System 5 consists of several cutting-edge workholding features, each designed to provide the most versatile and efficient workholding solution possible.
Whether you’re using workholding personally or you’re a manager trying to reduce downtime, the System 5 boasts powerful technologies that are both faster – and easier to use.
Here, we’ll take time to explore these flexible and versatile technologies
What products make up System 5?
- QwikLok
Innovative dual-station workholding.
- MultiLok and Indexer Sub System
Four, six, eight and twelve-sided, compact, dual-station workholding for horizontal and vertical machines.
- Foundation Plates
Custom-made foundations with a standard grid pattern, providing consistent, faster setups.
- Various accessories
How Chick achieve flexibility and versatility
The QwikChange
QwikChange is Chick’s rapid jaw system.
These movable jaws snap on and off in a matter of seconds, not minutes, meaning CNC milling jobs can be set up faster. Compared to traditional bolt-on jaws, the QwikChange system boasts incredible flexibility.
The jaws provided by Chick can be customised to fit specific components; they’re also suitable for multiple operations. For extra biting power, Chick Grippers can be installed simply and easily.
QwikChange is not only fast and customisable but also suitable for a vast variety of part sizes, increasing versatility.
Chick offers a range of jaw sizes and configurations (high, wide, oversized and single station); these remove the need to change fixtures when setting up a new job with a lesser or greater holding capacity.
Top 5 benefits for engineers:
- Fast part changes with reversible and moveable snap-off jaws
- Maximum repeatability
- Eliminate jaw lift
- Easily customised soft jaws
- Fully integrated with Chick ecosystem
Faceplates
Chick workholding systems can also be converted to a faceplate setup, allowing machinists to design their own fixture capable of holding many small or oddly shaped parts.
Combined with the QwikChange system, these faceplates essentially become a pallet changer. Chick’s accessories offer the perfect blank canvas for your workholding, unlocking previously hidden efficiencies.
MultiLok and Indexer Sub System
For horizontal and vertical machining centres, the MultiLok and additional Indexer Sub System (ISS) represent the pinnacle of the System 5’s versatility and flexibility.
The MultiLok
Chick’s MultiLok takes the flexibility of the QwikChange system and multiplies it for horizontal CNC machines.
Available in four, six, eight and twelve-sided configurations, the Multi-Lok combines the benefits of tombstone fixturing with the speed and versatility of the QwikChange system.
The MultiLok’s unmatched flexibility means you can take full advantage of your Horizontal Machining Centre:
- Three-part sides per station with a single clamp
- Decreased cycle and setup times
- Maximised part accuracy
- Unmatched productivity
- Boosted profits
Indexer Sub System
The ISS is an extension of the MultiLok that provides the benefits of HMCs to those using Vertical Machining Centres.
Compatible with any rotary table, the ISS grants a 3-sided access to your component, and means you can work on multiple components simultaneously.
Key benefits:
- Present multiple workpieces and multiple part sides to the spindle, maximising productivity
- Adaptable and versatile
- Reduced labour requirements, increased walk-away time
The bottom line
Chick’s goal with the System 5 was to provide an uncomplicated, totally customisable and efficient workholding solution for any machine.
The flexibility and versatility of the System 5 is a product mainly of the patented QwikChange system. Profitability increases when more parts can be machined with less setup time and downtime.
Still have questions?
Speak to one of our experts; we’d be happy to help.
The post How the Chick System 5 provides flexible and versatile workholding appeared first on 1st Machine Tool Accessories Ltd.
FB Chain beats growth targets twice with HALTER CNC 24 Aug 2022, 2:21 pm
So, who are FB Chain?
FB Chain specialise in supplying leaf chain and leaf chain anchor bolts for material handling equipment such as forklift trucks.
They supply ready-to-install leaf chain kits to customers across the globe, including Italy and the US.
Their goals:
Prior to their relationship with HALTER and 1st MTA, the company had a bank of single indexers – at one point, they had 8 indexers to a machine. To produce their chains, FB Chain had an operator who would load the parts, turn the machine on and then unload the parts.
“This was a very manual process.” – Peter Church, Managing Director (FB Chain)
Following his takeover as Managing Director, Peter Church developed a strategy for doubling the company’s turnover, capacity and throughput over the next five years.
With such an ambitious target, FB Chain certainly had some hurdles to overcome
According to Peter, doubling turnover meant the company would have to double output.
While this plan sounds simple, the logistics of doubling output with their previous production efforts was close to impossible. The biggest hurdle was manpower: the company were already struggling to fill shifts during the day – doubling output would mean round-the-clock shifts.
For Peter, automation was the answer.
Because filling 24/7 shifts was impossible, FB Chain settled on automation as the means to significantly increase their productivity.
The last challenges to beat were finding the right automation partner and overcoming the reluctance operators had to using robots on the shop floor.
HALTER CNC and 1st MTA provided the necessary solutions
While FB Chain invested in their first HALTER LoadAssistant in 2014, their relationship with 1st MTA began in 2015 with the purchase of Kitagawa rotary table chucking systems.
FB Chain worked closely with 1st MTA to ensure their new rotary tables interfaced correctly with the HALTER arm for the loading and unloading of parts.
The results
Since their partnership with 1st MTA, FB Chain have completed a total of 6 HALTER installations, with another in the works.
These robots granted FB Chains significant night-time production capacity and reduced their reliance on finding trained staff – both of which were necessary to reach their lofty growth targets.
Since siding with HALTER, FB Chain’s growth has been exponential.
Since investing in HALTER robots, FB Chain’s production has grown progressively. Not only did they hit their turnover target, they’ve doubled their output twice over.
“Automation has changed the way we do so many things. We’ve been growing at a phenomenal rate for ten years. We wouldn’t have been able to grow at that rate without automation” – Peter Church
Each HALTER robot can run unmanned for up to 19 hours per day, meaning 120 hours of production are available to the company every week per LoadAssistant. This result has been produced partly through the custom 408-component grid plate supplied by HALTER for use in their Universal series robots.
Accuracy and reliability are exceptional.
FB Chains credit their HALTER robots with incredible repeatability and fault-free machining. In fact, an estimated 500,000 parts have moved through their first HALTER arm without fault, requiring only routine maintenance.
“There have been no issues whatsoever” – 1MTA
The robots are simple, and the staff more productive than ever.
Since installing their HALTER LoadAssistants, FB Chain’s operators have been upskilled to run the robots and find further efficiencies in the facility’s processes.
According to Peter Church, the introduction of automation has released the team to pursue “high-value activity”. With the “dull” work of loading and unloading handled by the robots, staff are freed up to be trained and developed.
HALTER LoadAssistants are operated using their exceptional SmartControl – a user-friendly HMI that allows programming in under 5 minutes with simple prompts.
“The thing we love about HALTER is its simplicity – it’s plug-and-play. And, with the right partner, you can overcome any challenge.” – Peter Church
Why automate with HALTER and 1st MTA?
For FB Chain, the combination of fantastic support from 1st MTA and exceptional robots from HALTER has been a winning formula.
HALTER LoadAssistants offer a pain-free and relatively inexpensive route into automation for manufacturers across Europe.
“With HALTER, we’re able to provide a complete solution to the customer – including the workholding.” – Marcus Hamlyn, 1st MTA
The UK is already behind on automation compared to the other major economies of Europe like Germany, Italy and France. For manufacturers to keep up with the rest of the world, it’s essential to increase efficiency and cost-effectiveness while reducing operational costs and an over-reliance on staff.
HALTER LoadAssistants are a brilliant option for keeping your CNC manufacturing viable in the years to come.
Interested in knowing more?
Speak to one of our experts; they’ll be happy to help.
The post FB Chain beats growth targets twice with HALTER CNC appeared first on 1st Machine Tool Accessories Ltd.
Plot a path to sustainability with Wogaard 19 Apr 2022, 1:58 pm
Sustainability is coming to the forefront for all of us in business and our personal lives.
Many important decisions going forward will have an impact on our environment, economy and society. Wogaard’s product focus and design team has a clear vision to encompass all the elements and provide oil and coolant solutions that optimise manufacturing processes and make them more cost-effective and environmentally friendly.
“At Wogaard, we like to say that we are in the business of saving oil and coolant costs, the environment and improving health and safety; a lot of tick marks for any manufacturing business,” says Jason Hutt, managing director of Wogaard. “We realise sustainability will have a significant impact on people, society and the environment. So, the manufacturing industry needs to work hard to reduce its effect on nature and climate.”
Wogaard’s flagship product, the “Coolant Saver”, was designed with cost-saving being in mind, as it involved a solution to reclaim the good coolant from the swarf bin and return it to the machine for re-use.
It has made a huge difference to so many businesses since its creation. It enables companies to save money by improving efficiency, protect the environment and reducing disposal costs by cutting down waste and keep their working area cleaner by diminishing the amount of mess left in the swarf bin. “Over the last decade we have assisted hundreds of businesses in reducing the environmental impact of their manufacturing activities,” states Jason Hutt. “Of course, we want to support clients in making cost savings and improving their manufacturing processes,
But together we have a bigger mission, which is to become more sustainable to support the environment. With thousands of units supplied globally, saving millions of litres of coolant every day, along with a great customer base, we are proud that we are achieving this and are focused on designing more unique products with this in kind.” However, spreading the message of sustainability is not always easy, as
Jason Hutt concludes. “We sometimes encounter negative mindsets when we talk to clients about sustainability. Therefore, we often find it more effective to highlight how much our products will save them in terms of money and resources first and then mention that these savings are also good for the environment.”
The post Plot a path to sustainability with Wogaard appeared first on 1st Machine Tool Accessories Ltd.
1st MTA extends its automation portfolio 8 Apr 2022, 11:49 am
HALTER CNC’s robotic machine tool tending systems are now available in the UK through Salisbury-based 1st Machine Tool Accessories, manufactured in Holland.
They expand 1st MTA’s product range to include equipment for automating chucking lathes and machining centres.
1st MTA is the long-time sole agent in the UK for the sale of Italian-built Iemca bar magazines for feeding sliding- and fixed-head lathes, so the recent agency agreement with HALTER neatly rounds off the supplier’s automation portfolio.

HALTER cells can be coupled with any make of machine, regardless of age and type of control. The safe, reliable, compact systems can be moved around the shop floor by pallet truck and are especially suitable for subcontractors producing a mix of small- to medium-size batches.
Machinists become more competitive and profitable, as they are able to reduce labour costs. Additionally, they can provide a better service by responding more quickly to customers’ orders. Renowned for their reliability, as well as the strength of the technical support and back-up provided from the Dutch factory and now also locally via 1st MTA,
HALTER LoadAssistants are available in three series:
TurnStacker

for automating workpiece handling in fixed-head CNC turning machines;
MillStacker

for providing similar functionality for machining centres;
Universal

capable of feeding parts automatically for either rotational or prismatic machining and workpiece-specific solutions.
Nearly 95 percent of HALTER customers across 25 countries, including two dozen or so in the UK, report a return on investment within 18 months, with some saying it is as short as five months.
So there is much to be gained from robotic component handling in terms of extracting greater manufacturing efficiency and profits from new machine tools and existing models on a shop floor.
There is constant pressure in the UK on delivery times and prices and a growing shortage of skilled operators. With batch sizes falling and machine tools becoming increasingly expensive in relation to their output if manually loaded and unloaded, it is clear that there has never been a better time to automate.
Find out more from 1st MTA
Calling free on 0800 783 0510
Emailing enquiries@1mta.com
1st Machine Tool Accessories Ltd Tel: 01725 512517 www.1mta.com
The post 1st MTA extends its automation portfolio appeared first on 1st Machine Tool Accessories Ltd.
Kitagawa Rotary Table Buying Guide 17 Mar 2022, 12:35 pm
What are Rotary Tables?
Used in CNC machining and metalwork, rotary tables, also known as indexing tables, provide fine control of a workpiece in order to cut work at specific intervals around a fixed axis. Simply put, it needs to control and rotate the workpiece that is being machined. Since precision and accuracy are so important in the CNC machining process, picking the right machine that fits your needs and requirements is so important.
Kitagawa Rotary Tables feature proven technology with high clamping torque, accuracy, and rigidity. With a wide range of tables to choose from, there is a huge amount of flexibility on offer to meet whatever needs your machine shop may require. Choosing a Kitagawa rotary table is a quick, easy, and inexpensive way of increasing the capabilities of your machining centre, allowing you to increase accuracy, decrease cycle times, and machine more complex parts.
How to Choose a Rotary Table
So what are the different types of rotary tables and which is best for you? This greatly depends on what you need to get out of it and your budget. Fortunately, Kitagawa provides some of the best rotary tables on the market and supply a wide range of models for both big and small projects.
Kitagawa GT Series

Kitagawa’s GT Series are 4-axis rotary tables that offer a higher clamping torque than standard, making them extremely capable of withstanding high cutting loads. Productivity is further enhanced by the tables’ robust yet compact design, which allows maximum metal removal rates to be combined with high indexing accuracy and repeatability. The GT Series also features a rapid clamping action for reduced cycle times and maximum production throughput.
Kitagawa TT Series

Kitagawa’s TT Series is an example of 5-axis, ball drive rotary tables that feature tilting rotary indexers. These allow for more complex workpiece and machining configurations and make it easy to add 4th and 5th axes capabilities to standard machining centres.
All Kitagawa 5-axis rotary tables are available with a built-in rotary joint if required, simplifying the pipework that would be needed for using a power chuck. When combined with the range of rotary tables, Kitagawa’s extensive range of power chucks allows for a huge amount of flexibility in your machining environment.
Kitigawa TW Series
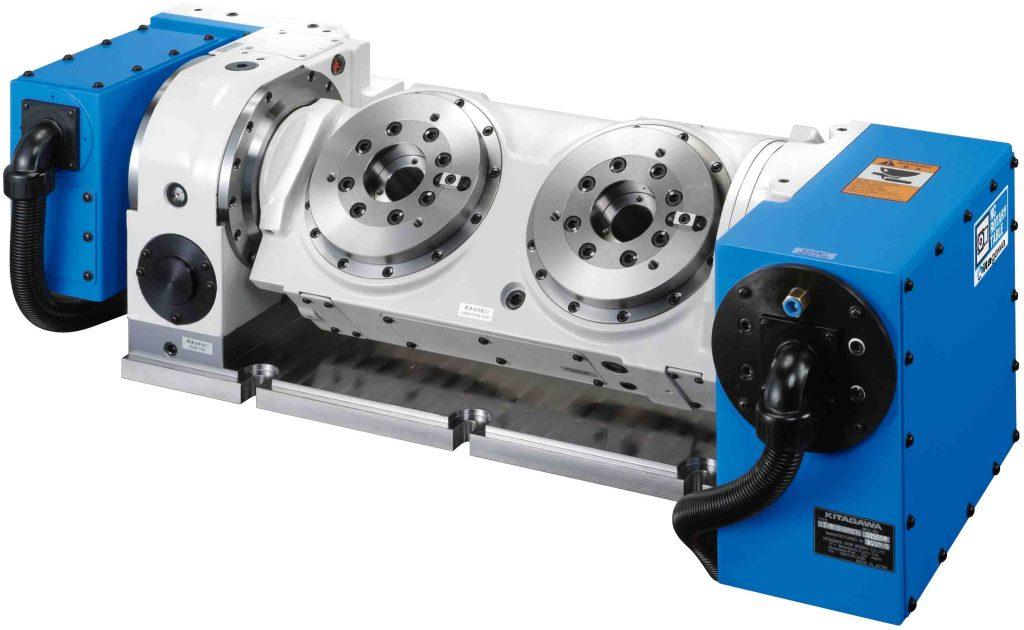
Perfect for large scale projects and businesses looking to improve their productivity and efficiency, the Kitagawa TW Series is the way to go. Unique in the fact that it allows you to work on multiple components with multiple operations simultaneously, it still possesses all the characteristics of any other 5-axis indexing table.
Despite the additional rotary joint, the footprint remains small, making it an ideal choice for use with compact, horizontal machining centres.
Contact Us Today!
If you would like more information about Kitagawa Rotary Tables, you can contact us on 01725 512517 or enquiries@1mta.com and arrange a FREE visit with one of our technical representatives. We look forward to hearing from you.
The post Kitagawa Rotary Table Buying Guide appeared first on 1st Machine Tool Accessories Ltd.